You’re standing in the middle of a shop floor, or maybe just your garage, looking at a slab of 4140 steel or a stack of aluminum extrusions. You need it shorter. Simple, right? But then you look at the tool wall. There’s a high-speed abrasive saw throwing a literal galaxy of sparks, a cold saw sitting there like a silent, expensive tank, and a portable band saw that looks like it belongs in a sci-fi movie. Picking the wrong cutting saw for metal doesn't just ruin a blade; it ruins your afternoon, your tolerances, and eventually, your bank account.
Most people buy too much saw or, worse, way too little. They think "metal is metal." It isn't. Cutting 6061 aluminum is a vacation; trying to slice through stainless steel with the wrong Surface Feet Per Minute (SFPM) is a nightmare that ends in a blue, smoked-out blade and a hardened workpiece you can’t even touch with a file.
The Friction Myth and Why Your Abrasive Saw is Killing Your Accuracy
Let’s be honest about the "Chop Saw." You know the one—the $200 loudest-tool-in-the-world that uses a giant sandpaper disk to grind its way through steel. Technically, it’s a cutting saw for metal, but it’s actually a grinder. It doesn't cut chips; it melts a path through the material.
I’ve seen guys try to build precision chassis with these. It’s a mess. Because the blade is flexible and the heat is intense, the blade "walks." You aim for a 90-degree cut and end up with an 88.5-degree slope. If you’re building a fence or cutting rebar for a concrete pour, the abrasive saw is king. It’s cheap. It’s rugged. But if you’re doing anything involving a welder and tight fit-up, the heat-affected zone (HAZ) created by these saws is a massive headache. You have to grind off the charred, hardened "skin" of the metal before you can even get a clean bead.
It’s messy. It’s loud. Honestly, it’s kinda dangerous if you aren't wearing a full face shield. Those disks can shatter at 4,000 RPM, and you don't want to be there when they do.
Cold Saws: The High-End Precision You Probably (Maybe) Need
Now, move to the other end of the spectrum. The cold saw. These are the Ferraris of the metalworking world. Brands like Dake or Scotchman dominate this space. Unlike the abrasive saw, a cold saw uses a solid HSS (High-Speed Steel) or tungsten-carbide-tipped blade spinning at incredibly low speeds—we’re talking 22 to 90 RPM.
Why so slow? Physics.
📖 Related: 20 Divided by 21: Why This Decimal Is Weirder Than You Think
By moving slowly but with massive torque, the saw shears the metal. The heat is transferred into the chip, not the workpiece. You can finish a cut on a piece of heavy-walled tubing, reach down, and touch the cut surface immediately. It’s cold. Hence the name. You get a mirror-like finish. No burrs. No sparks. No dust.
But here’s the catch. They are heavy. A decent circular cold saw weighs 300 to 800 pounds and requires a dedicated coolant system. If you’re a hobbyist, you probably can't justify the $3,000+ price tag. However, if you are running a production shop where "good enough" isn't an option, this is the only cutting saw for metal that delivers aerospace-grade results every single time.
The Rise of the Dry-Cut Saw
Wait. There’s a middle ground that has basically taken over the light industrial market in the last five years. These are "Dry-Cut" saws (think Evolution Power Tools or Milwaukee). They look like wood miter saws but run at lower RPMs and use specialized carbide-tipped blades (TCT).
They are faster than a cold saw and cleaner than an abrasive saw.
You’ve got to be careful, though. You can't just shove a metal-cutting blade on a wood saw. A wood saw spins at 5,000 RPM. A metal dry-cut blade will literally explode or lose all its teeth in three seconds at that speed. You need the gear-reduction motor of a dedicated metal saw to keep it around 1,500 RPM. It’s a great compromise, but the blades are pricey. Tip a tooth on a $150 blade because you didn't clamp your workpiece tight enough? That hurts.
Why the Band Saw is Still the Shop Workhorse
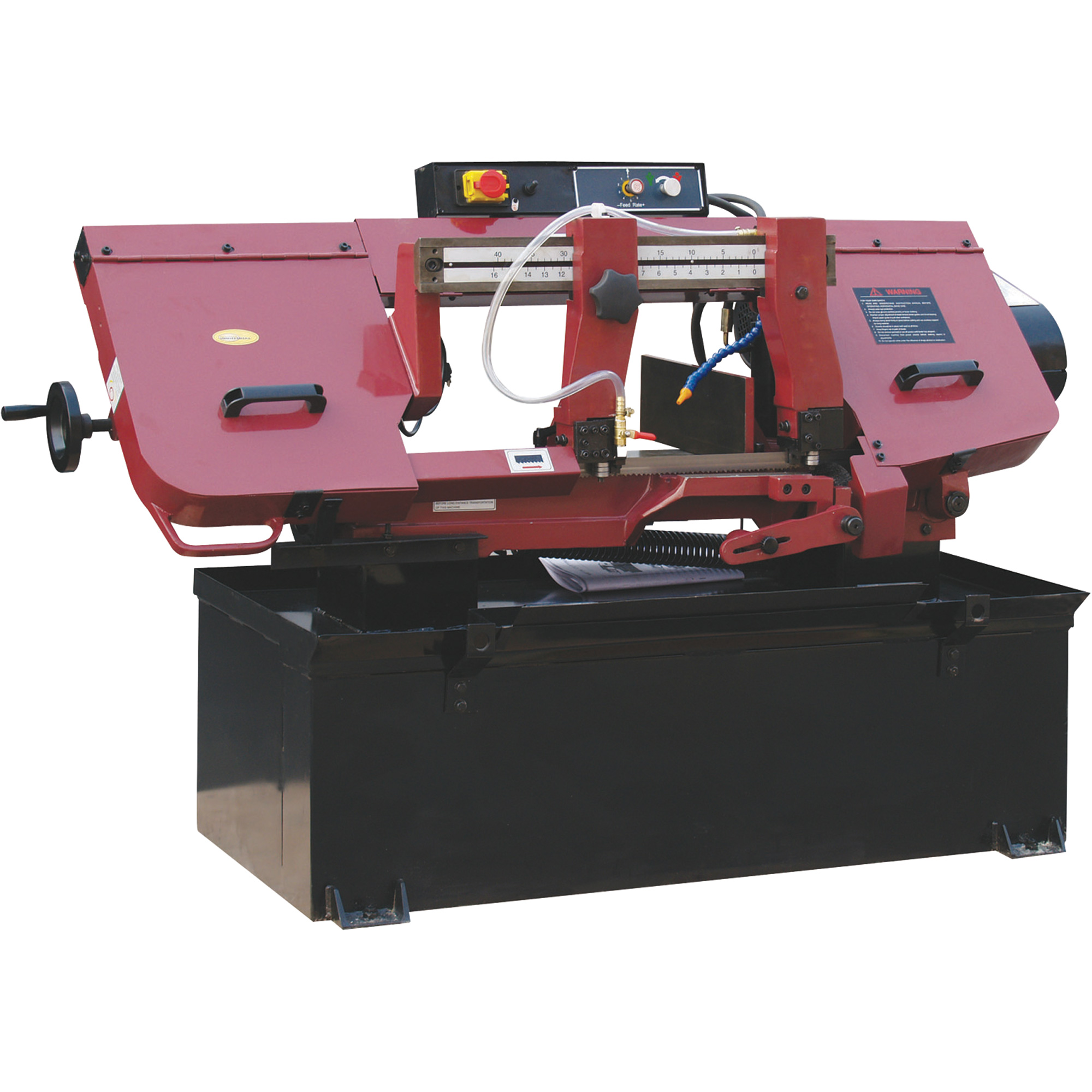
If I could only have one cutting saw for metal, it’s a horizontal band saw. Period.
👉 See also: When Can I Pre Order iPhone 16 Pro Max: What Most People Get Wrong
Even a cheap 4x6 import saw can do things a circular saw can't. You can't cut a 6-inch solid steel bar with a circular saw—the blade would need to be the size of a tractor tire. A band saw just keeps chewing. It’s the "tortoise and the hair" situation. It’s not fast, but it’s relentless.
- Gravity-fed cutting: You set the tension, flip the switch, and walk away to do something else.
- Versatility: Most can be flipped vertically to do hand-guided contour cuts.
- Blade Cost: You can buy a decent bi-metal blade for $30, and it’ll last for months if you treat it right.
The secret to making a band saw work is the "Three Tooth Rule." You need at least three teeth in contact with the material thickness at all times. If you’re cutting thin sheet metal with a coarse blade, the teeth will catch, the blade will stripped, and you’ll be out $30 before you can hit the E-stop. For thin stuff, you want 18-24 TPI (Teeth Per Inch). For thick solids? Drop down to 6-10 TPI.
Real-World Examples: Choosing Your Weapon
Let’s look at a few scenarios I’ve run into.
A guy I know was building a custom motorcycle frame. He started with an abrasive chop saw. He spent four hours grinding the "fish-mouth" notches on his tubing because the cuts were so sloppy. He switched to a portable band saw (often called a "Portaband") mounted in a specialized table stand. Suddenly, his fit-up was perfect. He saved ten hours of labor on a single frame.
On the flip side, I knew a guy doing structural steel for warehouses. He bought an expensive cold saw. It was too slow. In that world, you don't need a mirror finish; you need 500 cuts of I-beam by lunch. He went back to a heavy-duty abrasive saw because, in that specific context, speed and low consumable cost beat precision.
The Variable Nobody Talks About: SFPM
Surface Feet Per Minute is the "secret sauce." It’s the actual speed at which the tooth of the blade travels across the metal.
✨ Don't miss: Why Your 3-in-1 Wireless Charging Station Probably Isn't Reaching Its Full Potential
- Stainless Steel: Loves to work-harden. If you go too fast and "rub" the metal instead of cutting it, the stainless gets harder than the blade. You need low SFPM and high feed pressure.
- Aluminum: It’s gummy. It likes to melt and stick to the teeth of the blade (loading up). You need high SFPM and often a bit of wax or lubricant to keep the chips from welding themselves to the blade.
If your cutting saw for metal doesn't have variable speed, you are basically stuck cutting one or two types of material efficiently. This is why many high-end band saws use a VFD (Variable Frequency Drive) or a pulley system to change speeds.
Safety and the "Hidden" Costs
Don't forget the mess. Abrasive saws create fine metallic dust that gets into your lungs and covers everything in your shop with a layer of rust-colored soot. Dry-cut saws throw hot, razor-sharp "needles" of metal that somehow find their way into your boots no matter how tight you lace them.
And then there's the noise. An abrasive saw under load can hit 105 decibels. That’s "permanent hearing damage in 15 minutes" territory. Even with a "quiet" saw, you’ve got to factor in the cost of PPE.
Actually, the biggest hidden cost is the blade. A $500 saw that uses $150 blades you replace every week is way more expensive than a $2,000 saw with $40 blades that last a month. Do the math on your volume before you pull the trigger.
What about the Plasma Cutter?
Some people ask, "Why bother with a saw? I'll just use plasma."
Plasma is great for plate. It sucks for tubing or precision lengths. You’ll never get the square edge of a mechanical cutting saw for metal with a handheld plasma torch. Plus, the dross (slag) left behind is a pain to clean up. Use the right tool for the job. Saws are for geometry; plasma is for shapes.
Actionable Steps for Your Next Purchase
If you're looking to upgrade your shop's capability, don't just go to a big-box store and grab whatever is on the shelf. Follow these steps to ensure you don't end up with a "lemon" that sits in the corner gathering dust.
- Analyze your most common material. If you’re 90% aluminum, get a high-speed dry-cut saw or even a modified wood miter saw with a non-ferrous blade. If you’re cutting stainless or tool steel, stop looking at anything under $1,000; you need a low-speed band saw or a cold saw.
- Check the capacity, not just the blade size. A 14-inch abrasive saw might only have a 4.5-inch cutting capacity for round stock because the motor housing gets in the way. Look at the "cut sheets" provided by manufacturers like Jet or Baileigh.
- Prioritize the vise. A saw is only as good as its ability to hold the metal. If the vise is flimsy stamped steel, your cuts will never be square. Look for a heavy cast-iron vise with a quick-release mechanism.
- Invest in a "Portaband." Even if you have a big shop saw, a portable band saw from Milwaukee or DeWalt is the most versatile tool you’ll ever own. You can take the saw to the work, which is a lifesaver when you’re dealing with 20-foot sticks of steel.
- Use Lubricant. Unless you are using an abrasive saw, use a cutting wax stick or a mist coolant system. It can triple the life of your blade. It’s the difference between a blade lasting 50 cuts or 500 cuts.
Cutting metal doesn't have to be a loud, scary, imprecise process. When you match the tool's SFPM to the material's hardness and ensure your TPI is correct for the thickness, the machine does the work. You’re just there to guide it. Stop fighting your tools and start letting the physics of a proper cutting saw for metal work in your favor. Whether it’s the brute force of a chop saw or the surgical precision of a cold saw, knowing which one to grab is the hallmark of a real craftsman.