You’re standing at the bridgeport or your CNC center, looking at a drawing that calls for a 1/4-20 thread in 6061 aluminum. You reach for a #7 drill bit because that’s what you’ve done for twenty years. Stop. If you’re using a fluteless tap—those shiny, smooth ones that don't actually cut—that #7 drill is going to leave you with a loose, oversized thread that’ll likely fail inspection or, worse, strip out under load.
Forming taps are different. They don't make chips. Instead, they displace metal, pushing it into the valleys of the tap to create a thread. Because of this, the hole you drill has to be significantly larger than the one you’d use for a traditional cutting tap. This is where a roll form tap drill chart becomes the most important document in your toolbox. Get the hole size wrong by even a few thousandths, and you’ll either snap the tap because the torque is too high or end up with "flat-topped" threads that look like a mountain range with the peaks shaved off.
Why Your Standard Drill Chart is Lying to You
Cutting taps are intuitive. You remove material to make a hole, then the tap removes more material to make the grooves. Simple. But forming is a game of volume. You are essentially kneading the cold metal. If you use a standard cutting tap drill size for a form tap, you are trying to displace way too much material. There's nowhere for that extra metal to go. The pressure builds up until the tap welds itself to the workpiece or simply snaps off flush with the surface.
Believe me, extracting a broken carbide form tap is a nightmare you want to avoid.
The math behind a roll form tap drill chart isn't just a suggestion; it’s based on the percentage of thread engagement. For a cutting tap, we usually aim for 75% engagement. With form taps, 65% is often the "sweet spot" because the grain structure of the metal is actually strengthened by the cold-working process. You get a stronger thread with less engagement than you would with a cutting tap.
The Theoretical Formula
If you don't have a chart handy, you can actually calculate the theoretical drill size yourself. It’s not black magic. For imperial threads, the formula most machinists use is:
$$Drill Size = Major Diameter - \frac{0.0068 \times % \text{ of Thread}}{TPI}$$
For a 75% thread, that $0.0068 \times 75$ usually rounds out to a constant of about $0.512$ divided by the threads per inch. Most guys just use the simplified version: $Major Diameter - (0.5 / TPI)$. It gets you close enough to get started, but a dedicated roll form tap drill chart accounts for the specific nuances of the material’s flow.
🔗 Read more: Apple Magic Keyboard iPad Pro 13: What Most People Get Wrong About This $349 Slab of Aluminum
Material Matters More Than You Think
You can't just pick a drill size and expect it to work the same in 304 Stainless as it does in 1018 steel. Stainless steel work-hardens. The moment that form tap starts moving, the material gets tougher. If your drill hole is on the tight side of the tolerance, the torque requirements will skyrocket.
In softer materials like aluminum or brass, the metal flows like butter. You might actually need a slightly larger drill than the chart suggests because the "burr" or the crest of the thread will close in more than expected. If you see a tiny "U" shape at the top of your thread crest when looking under a microscope, your hole was too big. If the crest is perfectly sharp but your tap was screaming, the hole was too small.
I've seen shops try to form threads in cast iron. Don't do that. Cast iron doesn't flow; it crumbles. Forming taps are for ductile materials—stuff that can stretch and move without snapping. Think aluminum, soft steels, copper, and some plastics. If the material has less than 5% elongation, put the form tap back in the drawer.
Let’s Look at Common Sizes
Instead of a rigid table, let's just talk through the common ones you'll run into. For a standard 4-40 NC thread, a cutting tap wants a #43 drill (.0890"). But for a form tap? You’re looking at a #38 (.1015") or even a #37 (.1040"). That is a massive difference in a hole that small.
Moving up to 1/4-20, your standard cutting tap uses a #7 (.201"). For a form tap, you’re jumping all the way up to a #1 (.228") or even a letter "A" drill (.234") depending on the percentage of thread you need.
- 6-32 Thread: Cutting tap uses #36 (.106"). Form tap uses #31 (.120") or #30 (.128").
- 10-32 Thread: Cutting tap uses #21 (.159"). Form tap uses #16 (.177") or #15 (.180").
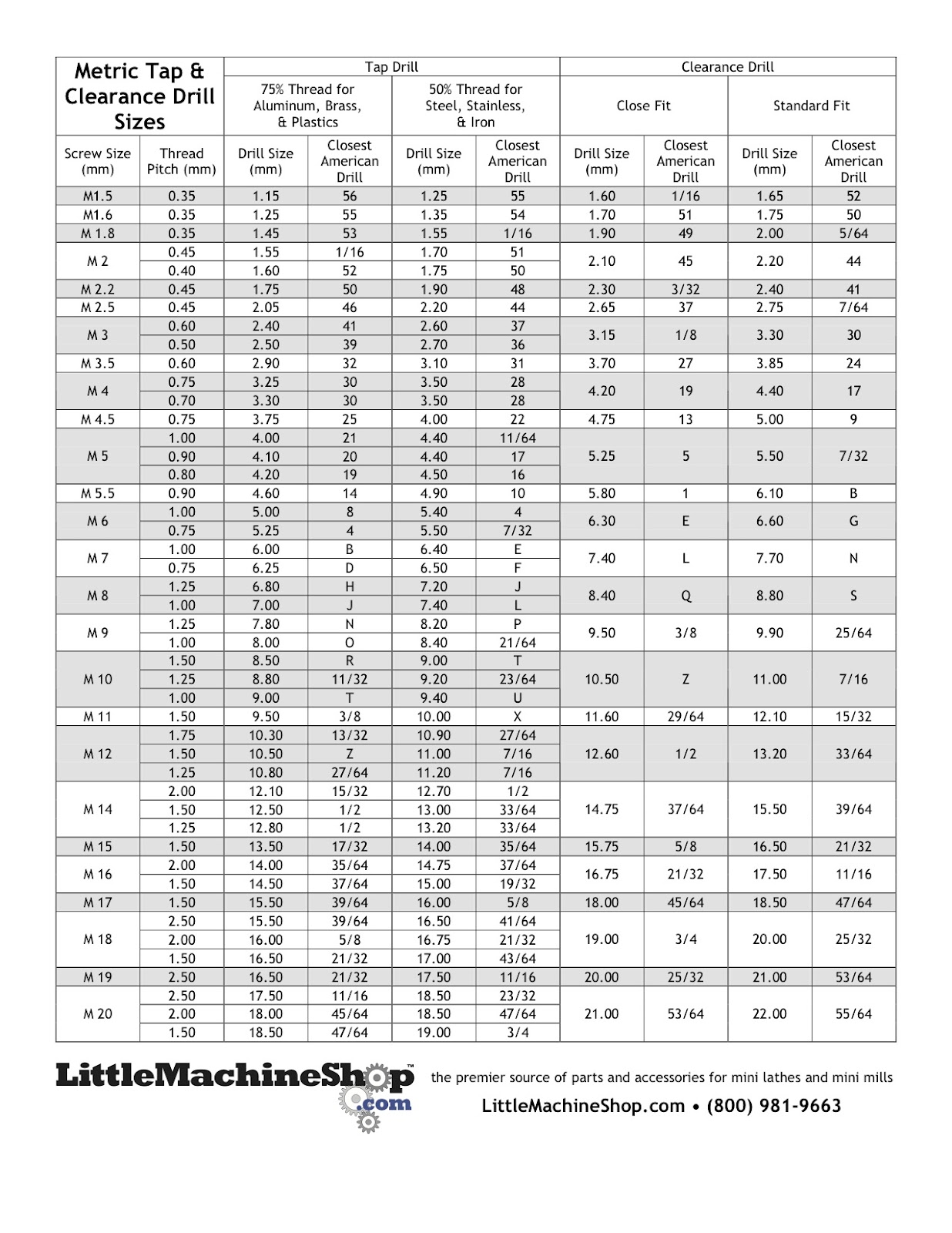
- M6 x 1.0: Cutting tap uses 5.0mm. Form tap uses 5.5mm.
The jump is usually two to three drill sizes. If you're guessing, you're failing.
The Mystery of Thread Percentage
Most people think 100% thread engagement is the goal. It isn't. In fact, a 100% thread is only about 5% stronger than a 75% thread, but it requires three times the torque to produce. It also leaves no room for error. If your drill walks slightly or the material is a bit denser than the last batch, 100% engagement leads to broken tools.
A roll form tap drill chart usually gives you a range. If you're tapping a deep hole (more than 2.5x the diameter), lean toward a larger drill size (lower percentage of engagement). The friction builds up fast in deep holes. If you're tapping a thin sheet of metal, you can afford to go with a smaller drill to get more "meat" in the thread.
👉 See also: Photos of Solar Eclipses: Why Your Smartphone Isn't Enough (And How to Fix It)
Why Form Tapping is Actually Better
Once you get the drill size right, you'll never want to go back to cutting taps for production runs. First off, there are no chips. No bird-nesting around the tool, no chips getting packed in the bottom of a blind hole, and no need to stop the machine to blow out the part.
The threads themselves are technically superior. When you cut a thread, you're severing the grain of the metal. When you form a thread, the grain follows the contour of the thread. This makes the threads much more resistant to stripping. This is why the aerospace and automotive industries love form tapping. It’s consistent. It’s fast. And the tools last way longer—often 3 to 10 times longer than a cutting tap because they have a much thicker cross-section and no weak flutes.
Troubleshooting Your Roll Form Tap Results
If your threads aren't passing a go/no-go gauge, don't immediately blame the tap. Check your drill size first.
If the "Go" gauge won't enter, your drill was likely too small, and the material has "closed in" too much. Or, your machine's spindle speed is too low, causing the material to gall rather than flow.
If the "No-Go" gauge enters the hole, your drill was too large. But wait—check your lubrication too. Form tapping requires high-pressure lubricants or specialized forming oils. You aren't "cooling" a cutting edge; you're reducing the friction of a metal-on-metal sliding contact. Without the right oil, the material can stick to the tap, making the hole look oversized or torn.
✨ Don't miss: NASA James Webb Images: Why the Universe Looks So Different Now
Real World Application: The "Rule of Thumb"
If you're in a pinch and can't find a roll form tap drill chart, remember that for most common sizes, the form tap drill is roughly halfway between the cutting tap drill size and the major diameter of the bolt.
Take that 1/4-20 again.
Major diameter = .250"
Cutting drill = .201"
The middle is roughly .225".
Looking at a chart, the recommended drill is .228".
It’s not a perfect science because of material displacement physics, but it keeps you from making a catastrophic error.
Actionable Next Steps for the Shop Floor
Stop using the "general" poster on the wall that includes both cutting and forming sizes in tiny print. Those are hard to read and lead to mistakes. Instead, print out a dedicated roll form tap drill chart specifically for the materials you run most often.
- Verify your material ductility. If it's under 5% elongation, switch to a cutting tap.
- Choose your engagement percentage. Aim for 65% to 70% for general purpose and 55% to 60% for deep holes or tough alloys.
- Check the actual diameter of your drill bits. Don't just trust the label on the box. A worn drill bit will drill a smaller hole, which is the leading cause of form tap breakage.
- Use dedicated forming oil. Traditional water-soluble coolant is often too thin. You need something with extreme pressure (EP) additives.
- Run a test piece. Form tapping is sensitive. Run one hole, check it with a thread micrometer or a gauge, and adjust your drill size by one wire gauge if the "U" in the crest is too deep or the torque feels excessive.
Remember, the goal isn't just to make a hole—it's to manage the flow of metal. Treat it like a forging process on a miniature scale, and your tool life will thank you.